















フライス改造
詳細を見たい部分をクリックするとそこに飛びます
|
 |
電源BOX ノイズ対策のため、インバータは、鉄箱内に収納 右上:スピンドルモートル用 左上:Z軸パワーフィード用 左下:給油ポンプ用 ノイズ対策 自宅の電気器具や、ご近所に迷惑をかけないように取り付けた。 入力側から、ラジオノイズフィルター(大径のフェライトコア、ACL-40B) ラインフィルター 配線は、入力側、出力側共にメカフレキでシールド なお、入力電源は単相200V その他、DCリアクトル(トランスのような形状、高調波対策、DCR-2-3.7) ノイズ対策とは無関係だが、スピンドル急停止用にブレーキ抵抗TK80W120Ωと、回転計用の5Vスイッチング電源 実は、このBOXは2代目、前の一回り小さいBOXの配線をそのままに移したので配線は綺麗ではない。 BOXは、最初から大き過ぎる位のものを使った方が良い 戻る |
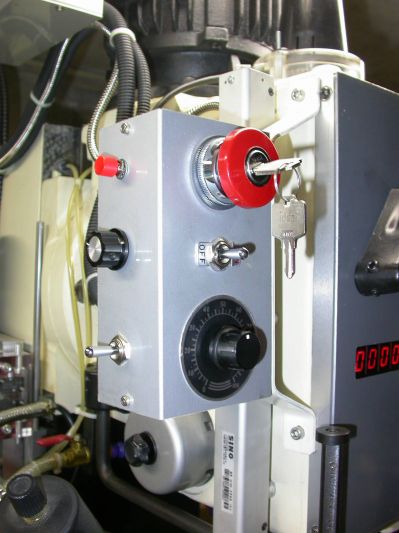 |
スイッチBOX 正面側:上から 非常停止スイッチ スピンドル正転・停止・逆転 スピンドル回転調整用VR 側面側:上から 給油スイッチ Z軸パワーフィード速度調整用VR Z軸パワーフィード上下切り替え 配線は、シールド付きのLANケーブル、ツイストペアにシールドだからノイズに強いはず 戻る |
 |
スピンドル用モートル このモートルは、2極/4極切り替えのポールチェンジモートル、0.75kwのモートルだが、1.5kwサイズの大きさ、 極数の切り替えスイッチを端子箱に取り付け、配線を最短にした。 4極だと1500rpm(60Hz)だが、2極で使用すると、3000rpm(60Hz) 80Hzまでは上げられるようにしているので、Max4000rpm ポールチェンジモートルをインバータ化した例は殆ど無いと思われるが、特に問題は起きていない。 |
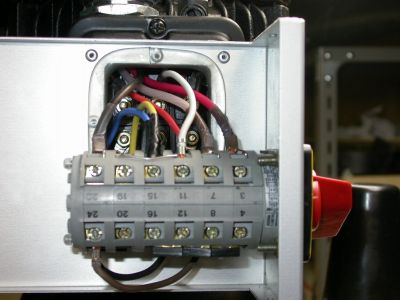 |
極切り替えのロータリースイッチと配線 端子箱とスイッチBOXをブラインドリベットで接合し、 モータから伸びたケーブルを直接導いた。 戻る |
 |
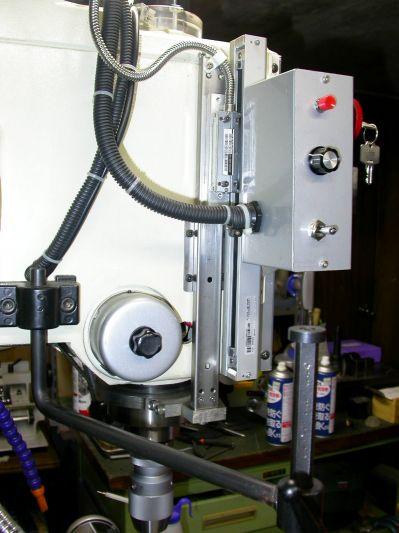
Z軸のパワーフィード 元々の仕様は、手回しハンドルでウォーム軸を回転させ、ラック&ピニオンでZ軸を上下させる方式。 手回し軸がハンドルが重いのと機械側面からの操作で面倒で仕方がなかった。 手回しハンドル軸にツバキの減速中空軸モートルを取り付けた。 正面からのスイッチ操作で楽々 モートルの仕様は、減速比20:1、3相200V、100W |
 |
最初に取り付けたギヤモーター 1:18減速を更に平歯車で減速し、スピードコントローラーで速度制御してみた。 下降は問題なし、上昇は動かない訳ではないが、極端にスピードダウン。 モーターは25Wではあまりに非力ということで断念 |
 |
次に入手したのがこのモートル 仮組み後、軸の接合部品等写真撮影し、機械色にペイントする予定だったが、結局そのままになってしまって、接合部品の画像がありません |
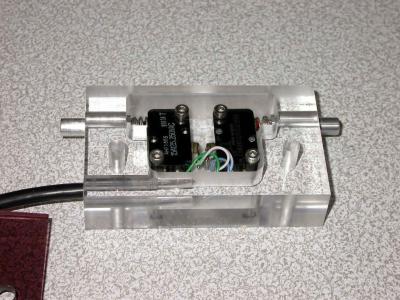 |
オーバーラン防止用のリミットスイッチ アクリル板をくりぬいてマイクロスイッチを取り付けだけ、 スイッチ軸にスプリングを入れ、スイッチ自体に負荷が掛からない構造 配線はシールド付きのLANケーブル |
 |
今後... Z軸のパワーフィーダーは満足できるものだが、X2やX3等の卓上フライス盤に比較し、大きい分だけギヤヘッドが重く、重心がコラムから離れているため、アリ溝下端の面圧が大きく、すべりが今一つスムーズでない。 このため、ギヤヘッドの重心付近をコラム背面から滑車とスプリングバランサ2個で吊る予定 戻る |
 |
給油装置 手動のポンプでも良かったのだが、手頃なポンプを入手したので..... テーブルと、ギヤヘッド上下に給油 ちょと使用の時は、面倒で、ついつい給油を省いていたが、ボタン一つでいつでも給油できます。 |
 |
テーブルの給油ライン テーブル端の真鍮ブロックで分岐、内径2mmの銅管で分岐 |
 |
テーブル正面側の給油ライン |
 |
同上 |
 |
ギヤヘッド上下の給油、左側 元は、オイルカップが付いていた。 |
 |
同上、右側 戻る |
 |
X軸のパワーフィード 十分なトルクと早送りスイッチで、使い易い。 左側ハンドルを取り外してボルトオンで取り付け 戻る |
 |
Y軸のパワーフィード 汎用フライス用のシャフト部を改造して取り付け |
 |
取付前 |
 |
ベアリングの入ったフランジや送りネジを取り外す。 |
 |
パワーフィードのキットと、製作した部品等 |
 |
オーバーラン防止用のリミットスイッチを取り付け |
 |
取り付けたパワーフィード 戻る |
 |
ギヤヘッド 回転計を埋め込み 回転計は、SIEGの回転計を改造して組み込んだ。 実回転数が一目でわかるのは何かと便利 |
 |
取り付け前 前面パネルには取り付け可能なスペースが.... |
 |
パネルを取り外すと丁度良い空間が.... |
 |
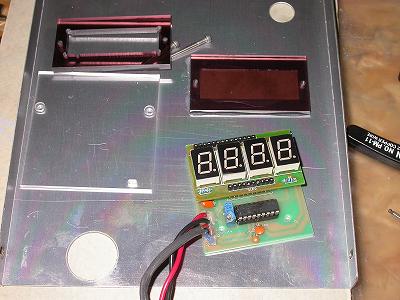
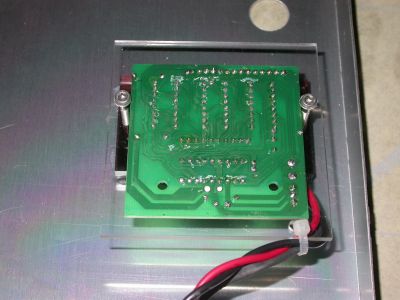
使用したSIEGの回転計表示器 左が5V電源で、右が表示器、使用したのは表示器のみ |
 |
表示器に合わせて、パネルの穴明けと、窓用のスモークアクリル板を加工 |
 |
パネルへの取り付け 取り付けは、ホットメルトによる接着 |
 |
取り付けた表示器(パネル表側から) |
 |
回転検出部 こちらもSIEGのものを改造して取り付けた。 |
 |
取り付け前 |
 |
スリット円盤の内径を拡張してスリ割りアダプタに圧入 |
 |
センサ部 センサ部はアクリルに接着、アクリル製ホルダーに差し込む構造、センサケーブルは、シールド付きLANケーブル 戻る |
 |
3軸DRO あえて説明の必要もないだろう |
 |
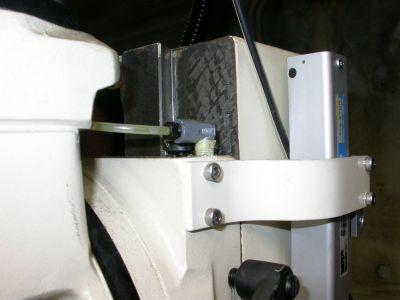
X軸のスケール取り付け 切り粉や切削油の影響を避けるため、スケールカバーをゴム板で延長 下は、Y軸パワーフィードのオーバーラン防止用リミットスイッチ |
 |
Y軸のスケール取り付け 取り付け面が、鋳物肌なので、軸平行出しのプレートを取り付け、ムービングヘッドに切り粉や切削油のハネが付着しないようう、ブラケットとムービングヘッドはずらしてある。 |
 |
クイル軸へのスケール取り付け クイル軸にブラケットを取り付け、スライドパックを使用して、クイルの上下をムービングヘッドに伝えるようにしている。 戻る |
 |
Z軸用DRO Z軸スケールとクイル軸スケールの移動量を相殺表示できれば単軸の表示器は不要なのだが... |
 |
Z軸用スケール 切り粉や油の付着を避けるため、ムービングヘッドは背面側に取り付けた。 戻る |
 |
その他 ロール巻き取り式の切り粉ガード 主な構成部品はアルミパイプ、ベアリング、コイルスプリング 戻る |
 |
切削油ポンプ 工事中、 現在の所、置いてるだけで、実際には使っていない。 飛沫飛散対策が先決か.... |