F1200やX1に採用されてるらしい、叩かずツールホルダーが抜ける引きネジを作ってみた。
ネジを切るのは不得意で面倒、しかも繰り返し使う物だから、硬い材質が欲しいということで市販のボルトを使うことにした。
また、M14 P1.5タップを同時に注文
六角ボルト(SCM)M14 x 35mm P1.5 2本
六角穴付きボルト W 1/2"x100mm 1本
六角ボルトM12 x 500mm 1本 軸として使用
購入したボルトを旋盤で、軸加工しただけのものですが....
(上の2本はX3用に製作した引きネジで、
今回の内容とは無関係)

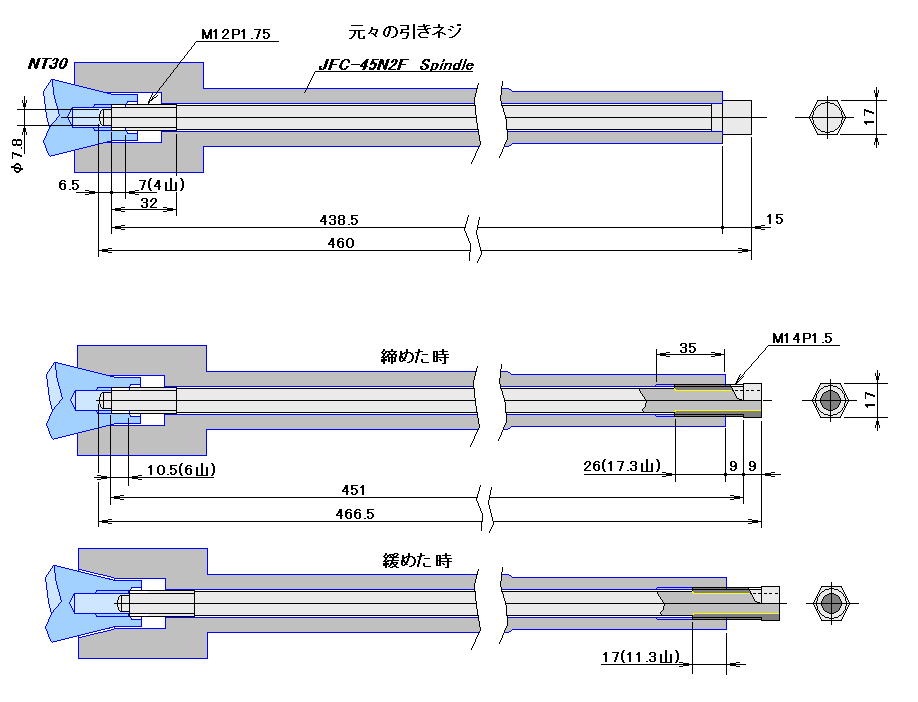
上がM14 P1.5
下がM12 P1.75
このピッチの差を利用して締めます。
一回転あたり1.75-1.5=0.25mm締まる。
実際に使ってみると、一回転の締まりが代が僅か0.25mmだから、ツールホルダー側のネジを一山噛み違えると7回転の差に.....
MT3なら主軸端に回り止めが無いのでツールホルダー側を回転させれば良いのだけれども、NT30では回り止めが邪魔して....
M14 P1.25位が適当だったかも.....

上がM14 P1.5
下がW 1/2"-13山(P約1.95mm)
M12用と同様に
一回転あたり1.95-1.5=約0.45mm締まる。
こちらは、丁度良い感じ。

穴と軸のクリアランスは0.03〜0.05mm
左側のリングは、置きロウ (銀ロウ線をリングに成形したもの)

ボルト頭部に置いた銀ロウがネジの端まで完全に回っている。
700℃位には加熱するので、M14のネジは鈍るが、材質がSCMだからそこそこの硬さはある。

結構硬いが、何とかならない訳ではない。

下穴加工無し、元々φ12.6mmだったので....
中に切り粉が残ると主軸テーパを傷めるので、スプレーのクリナーとひも状ウエスで清掃

油圧バイスに割出を銜えて段取り1分
もっとも、ネジやといの製作に30分ほどかかったが...
簡単な割出は、サーキュラ出すのが面倒で、いつもこの手、360°1°刻みで割出可能。
また、固定も口開きに余裕のある油圧バイスが活きる。

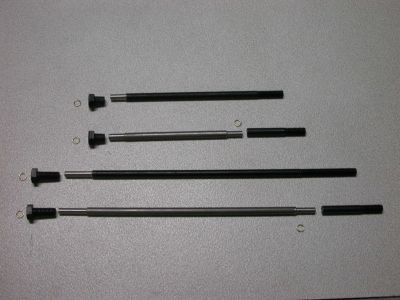
下2本が今回作ったもの
僅かな曲がりでも、指で締まらなくなるので矯正、これが一番時間がかかりました。
原因は使用したボルト、真っ直ぐなように見えても結構曲がりがあったりします。

上:機械に付属していた引きネジ
中:M12 P1.75
下:1/2"-13UNC

上:機械に付属していた引きネジ
中:M12 P1.75
下:1/2"-13UNC