masamoto特製 Socket用直冷-eva (第一弾 苦戦の巻)
| 冷風機評価用に制作した、Socket用直冷−eva(制作中)を紹介 Socketの場合、M/Bからの吸熱が大きく、CPUコアを集中的に冷やし、余計な場所は冷やさない必要があります。 そのため、CPUよりも面積が小さく、コンパクトなevaを制作中です。 このホームページは日本国著作権法により保護されています。 無断転用はお断りします。 |
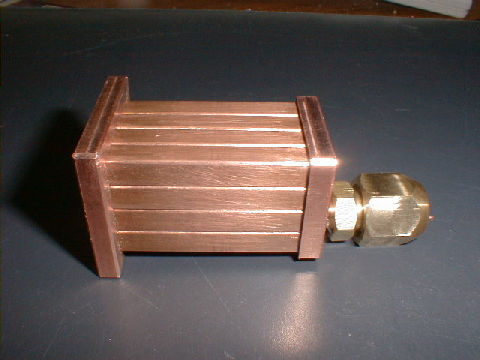
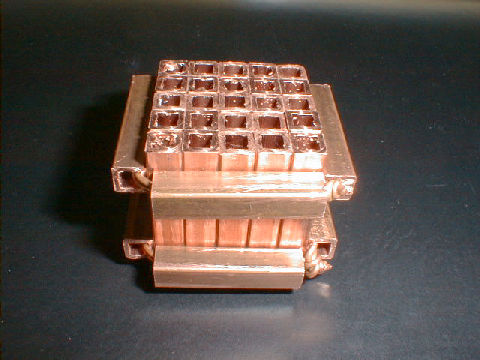
| 仮組み状態 (側面から) 6mm角パイプ16本(4×4) 質量:約190g |
 |
|||
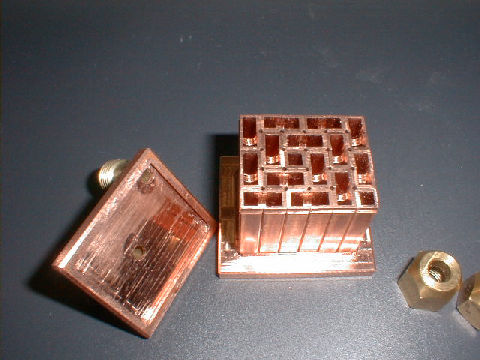
| ベース(CPU)側 |  |
|||
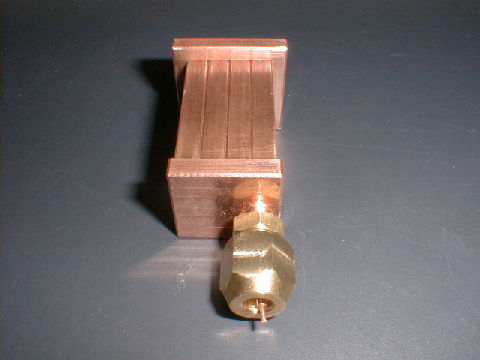
| 配管側 フレアナットは、寸法の関係でレンチ幅15mmにリサイズした。 フレアナット先端見えるのは、仮に差し込んだ外径1mmのmasamotoスペシャルキャピラリ |
 |
|||
| ベース、上蓋共に深さ1mmの彫り込み | 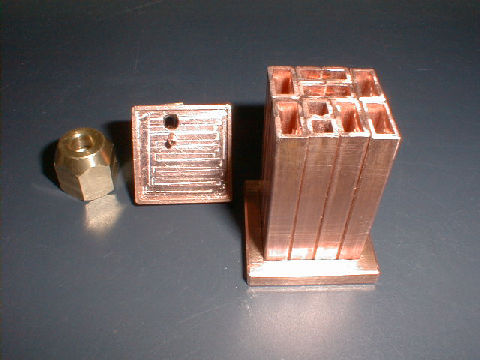 |
|||
 |
||||
完成したeva ただし、ガス漏れ イモになった部分を削り取ったのが失敗の原因 数カ所から、じわーっと小さな気泡が滲み出てくる。 R22で10気圧かけて、漏れ量10cc/時間 程度 教訓: イモであっても漏らなきゃOK、外観に拘るべからず。 気が向いたら手直しするが、ロウ付け箇所の多いやつの手直しは、モグラ叩きに近いので多分スクラップ。 テスト程度には使用出来ないことも無いが.... 次は、いよいよ5×5に挑戦 |
 |
|||
 |
||||
部品加工 |
||||
| パイプの切断 今回は本数が多いので、旋盤で切断 長さのバラツキは0.05mm以下 旋盤で切断したため、端面に円状のツールマークがついた。 |
 |
|||
| 溝の加工 バイスに固定し、4mmのエンドミルで溝を加工した。 |
 |
|||
| 角パイプの中心にエンドミルをセット |  |
|||
| 所定の寸法迄切り込む |  |
|||
以下、'00.09.18追加 |
||||
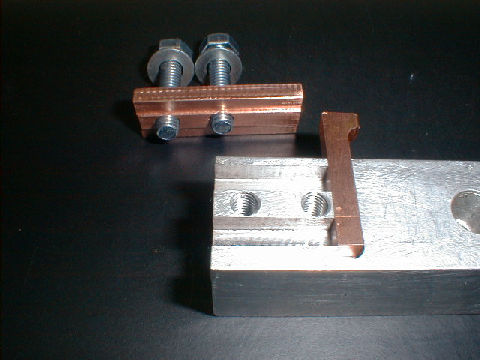
| 角パイプ加工治具 角パイプも短くなり、加工本数も増えると、いちいちバイスにくわえるのも面倒で、寸法も揃いにくい。 ・・・と、いうことで、治具を制作した。 25mm角のアルミ棒に、幅6.0mm×深さ5.0mmの溝をエンドミルで加工 アルミの加工はサクサク削れてホントに楽だ、 ロウ付けの問題が無ければアルミでeva作るのだが..... |
 |
|||
| 溝にパイプを差し込む。 治具はフライスのバイスに固定。 |
 |
|||
| 上蓋をボルト締め。 端面加工、溝加工、置きロウ用のコーナーカットと全て使えるはず。 |
 |
|||
| 本日旋盤で切断した25本の角パイプ 切断に要した時間は1時間ちょっとだが、もう、うんざり |
 |
|||
以下、'00.11.11追加 |
||||
| 一寸待て!! 5×5では奇数になる。 これでは同じ方向にガスの入り側と出口側を配置できない。 4×6にするか5×6にするか悩んだあげく、 5本追加して5×6構成に変更 |
 |
|||
| 使用した銀ロウは、外径1mm×約1m 角パイプの延べ長さは約1m 冷風機と組み合わせると、P4でも楽々凍らせるはず |
 |
|||
 |
||||
| 煉瓦を積むようにパイプにフラックスを塗って、一本ずつ積み重ねる。 置きロウを組み込んだ後、上下のプレートに嵌め込んで、鋼線で縛って固定 |
 |
|||
| 完成したeva |  |
|||
| 当たり面は研磨後銀メッキ |  |
|||
トップページへ/戻る
 |
ご意見/ご感想はこちらまで |